
Manufacturing Equipment
The ACL has equipment for manufacturing different plastics and composites, including nanomodified composites using both open and close molding processes. We also have access to other labs of the Ingram School of Engineering such as The MakerSpace, which counts with CNC machining, fabrication and assembly instrument, material testing, and more.
3D Printing
Lulzbot TAZ
The ACL counts with three Lulzbot TAZ 3D printers to create a variety of different test specimens for a variety of different materials manufactured using a single-screw extruder or a twin-screw extruder.

Closed Molding Processes
Compression Molding
Specifications:
- Clamp Force: 0-30 US tons
- Platens size: 18”x18”
- Maximum Opening: 6”
- Maximum Temperature: 500⁰ F
- Water and Air Cooled
A preform or charge of SMC, BMC, or sometimes prepreg fabric, is placed into a mold cavity. The mold is closed and the material is compacted and cured inside by pressure and heat.
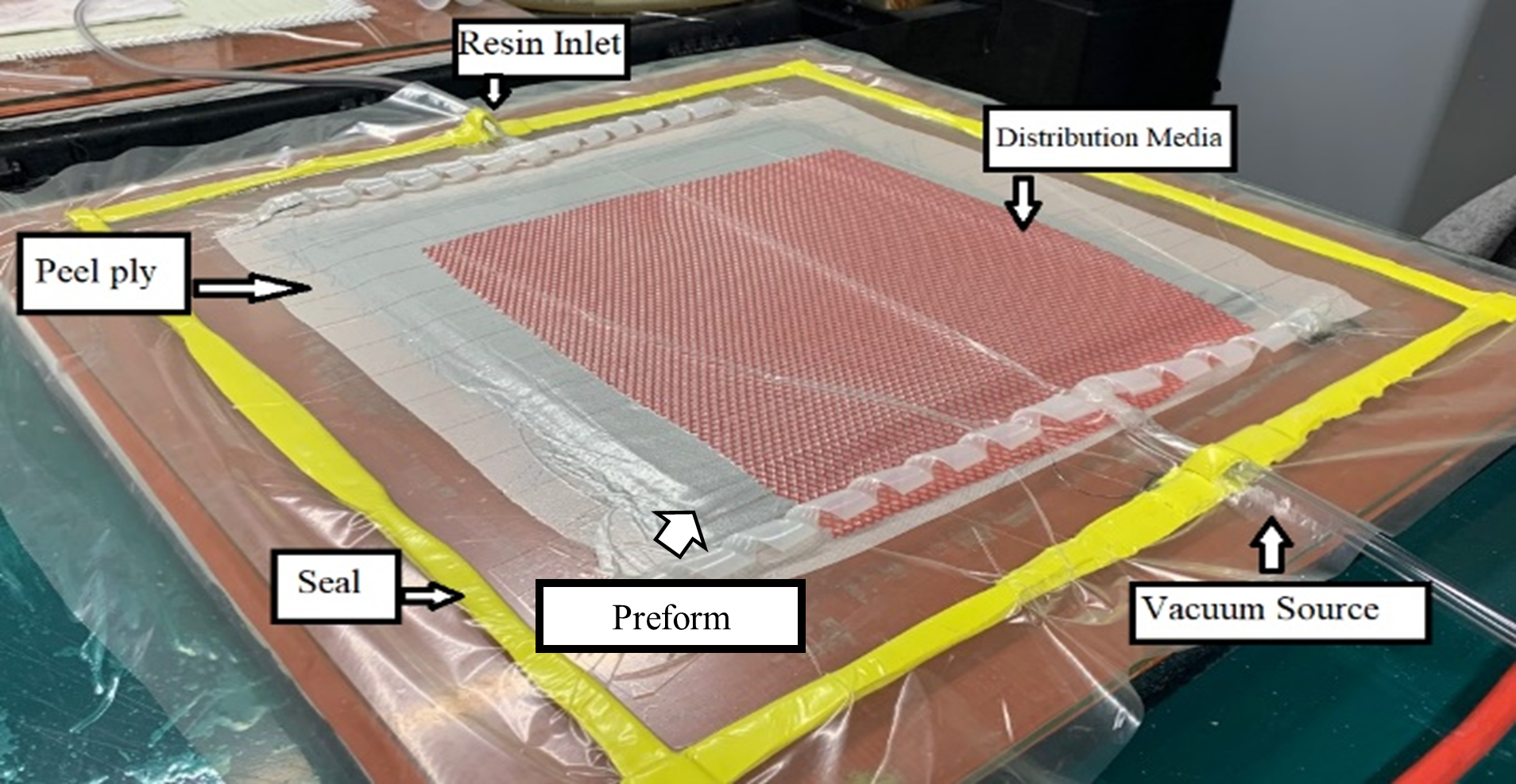
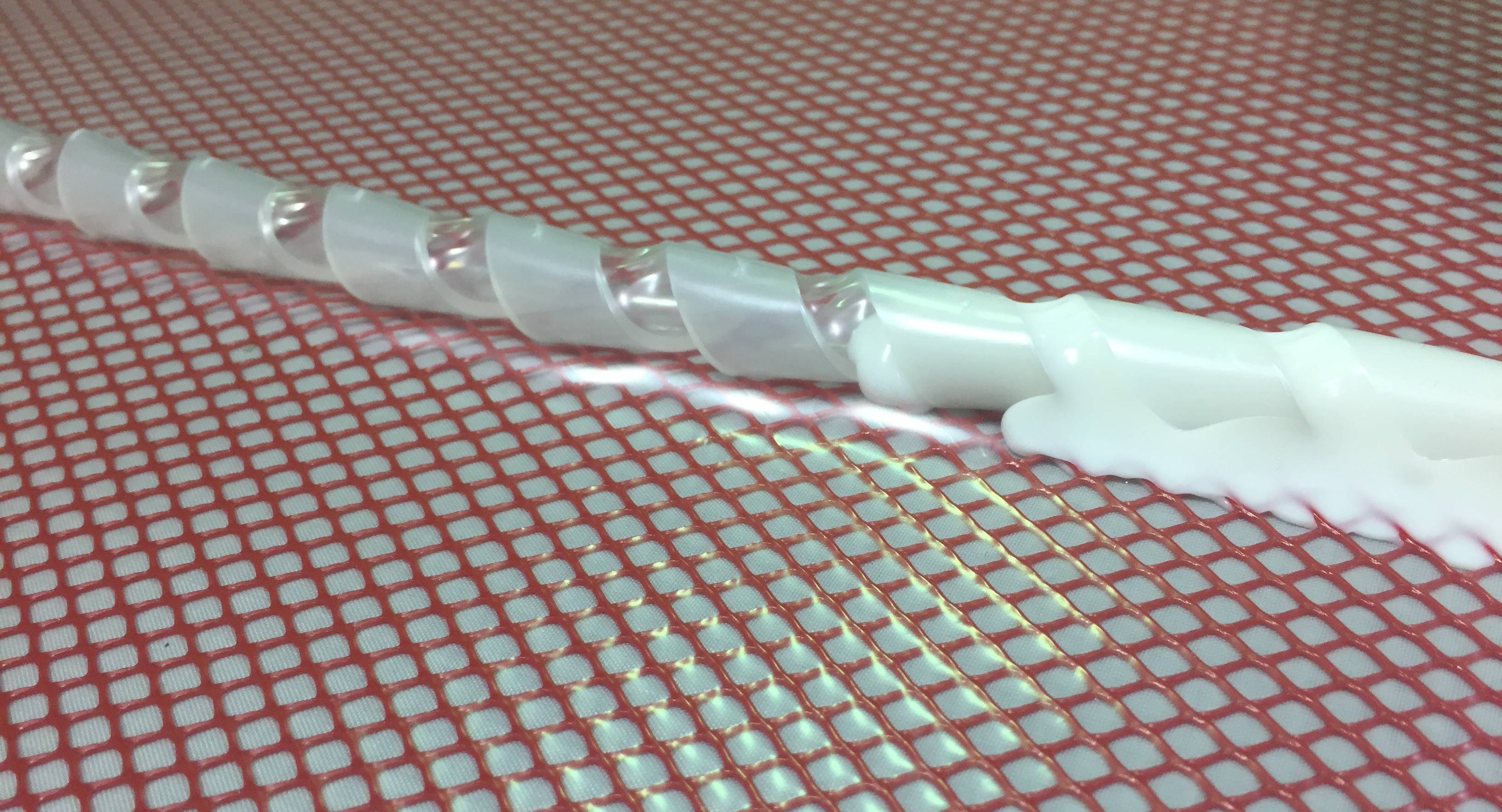
VARTM – Vacuum Assisted Resin Transfer Molding
Fabrics are placed into a mold which wet resin is then injected into.
Resin is entirely pulled into the cavity under vacuum in the VARTM process.
This molding process allows precise tolerances and detailed shaping.
H-VARTM (Hot- Vacuum Assisted Resin Transfer Molding)
Similar to VARTM but in H-VARTM fabric is placed between heated blankets. The temperature is automatically controlled with Omega thermocouples and a thermo-controller.
Vacuum Bag Molding
Individual sheets of saturated fibers or prepreg material are laid-up and placed in an open mold. The material is covered with release film, bleeder/breather material, and a vacuum bag. A vacuum is pulled from and the entire mold. The part is cured with a continuous vacuum to extract entrapped gasses from laminate.
Open Molding Processes
Hand Lay-Up
Fiber reinforcing fabric is placed in an open mold and then saturated with resin by pouring it over the fabric and working it into the fabric and mold. The mold is then left so that the resin will cure, usually at room temperature, though heat is sometimes used to ensure a proper curing process. Any fiber can be used, but glass fibers are most commonly used for this process. The results are widely known as fiberglass and are used to make common products like skis, canoes, kayaks, and surfboards.

IKA Labor Pilot 2000/4 DR High Shear Mixer
IKA Labor Pilot is an all-purpose machine for research and development. The mixer can be equipped with different modules. Our machine has DR configuration, which has a three-stage disperser for applications with high-shear requirements. It is also equipped with optional IKA-stirrer RW 28 basic. The unit is controlled by a controller that is mounted on the wall outside the fume hood.
Specifications:
-
3-stage disperser
-
Radial (grinding) gap: 0.2 mm
-
Shear rate: 45,000 to 110,000 /s
-
Flow capacity (water) approx: 300 - 700 liter/hr
-
Peripheral speed: 9.4 - 42 m/s
-
Water-cooled mixing chamber and hopper
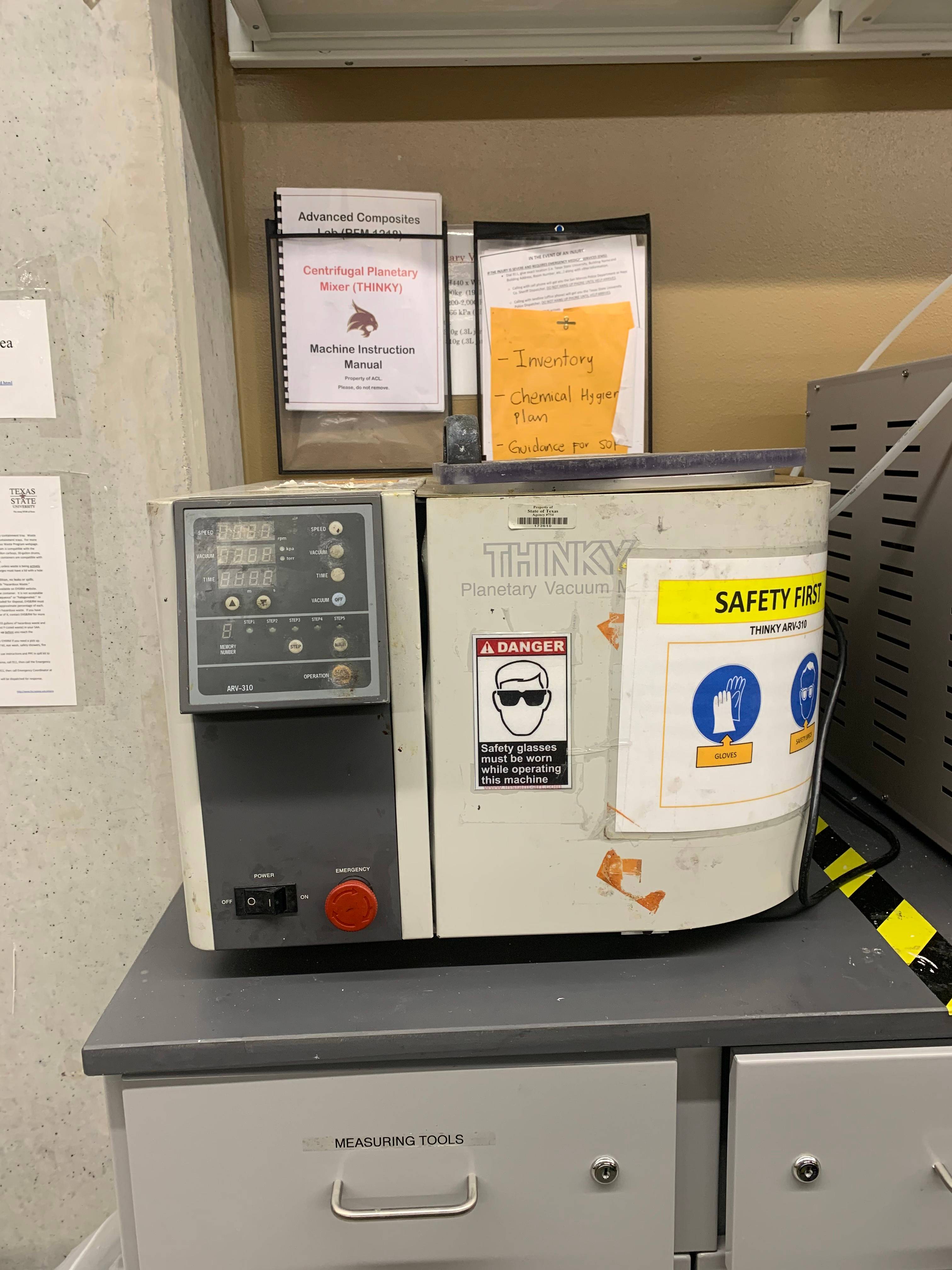
THINKY ARV-310 Planetary Centrifugal Mixer
The ARV-310 holds a container that can be filled with up to 310-gram of material. The maximum material mixing volume is 250ml in the vacuum state and 300ml in the air state without vacuum. The maximum centrifugal power of the ARV-310 is 400G, which is produced from 2,000 RPMs and the 9cm diameter arc of the container rotation. The revolutions are adjustable in a range of 0, 200-2,000 RPMs, and the ratio of the revolution to the rotation of the cup holder is fixed at a 2:1 ratio. The ARV-310 mixes in the vacuum chamber and includes the vacuum pump. The vacuum pressure can be programmed in Torr or Kpa to a maximum of 5 Torr (0.67Kpa) in 0.1 Torr increments. It can store 9 recipe profiles. Each profile has 5 programmable steps for continuous mixing in either air or vacuum. Total processing time per profile is up to 30 minutes and each step can be programmed in one-second increments.
Specifications
- Maximum centrifugal power: 400G at 2,000 RPM
- Speed of revolution: 200 to 2000 RPM
- Vacuum range: 0.67KPa - Atmospheric Pressure
Sonics Vibra Cell 750 Watt High-Intensity Ultrasonic Process
The ultrasonic power supply converts 50/60 Hz line voltage to high-frequency electrical energy. This high-frequency electrical energy is transmitted to the piezoelectric transducer within the converter, where it is changed to mechanical vibrations. The vibrations from the converter are intensified by the probe, creating pressure waves in the liquid. This action forms millions of microscopic bubbles (cavities), which expand during the negative pressure excursion and implode violently during the positive excursion. This phenomenon, referred to as cavitation, creates millions of shock waves in the liquid, as well as elevated pressures and temperatures at the implosion sites. Although the cavitational collapse lasts but a few microseconds, and the amount of energy released by each individual bubble is minute, the cumulative effect causes extremely high levels of energy to be released into the liquid. The larger the probe tip, the larger the volume that can be processed but at a lesser intensity.
Vacuum Degassing Process
-
RTV Silicone Rubber
-
Epoxy resing, araldite
-
Polyurethane resin
-
Casting plaster
-
Plastasols, Polysulphide rubber
-
Adhesive mixes
-
Investment plaster
-
Polyester resin
When any of the above-listed materials are mixed with the required additives, accelerator, filler, etc., then air bubbles become trapped within the mixture. If not removed before the material cures, the air bubbles will cause defects such as nodules, cavities, hollows in the finished cast. Sometimes such defects remain out of sight just below the surface, only to appear after a period of use. With electrical and electronic encapsulation, these cavities can give rise to electrical breakdown. On art figures, cavities or nodules require correcting, which increases the time and costs for a piece.

Ovens
Programmable Oven
Specifications:
-
Inside dimensions: 91x91x91 cm (36”x36”x36”)
-
Maximum Temperature: 260⁰ C (500⁰ F)
-
Number of programs: 4
-
Each program may comprise: up to 16 segments
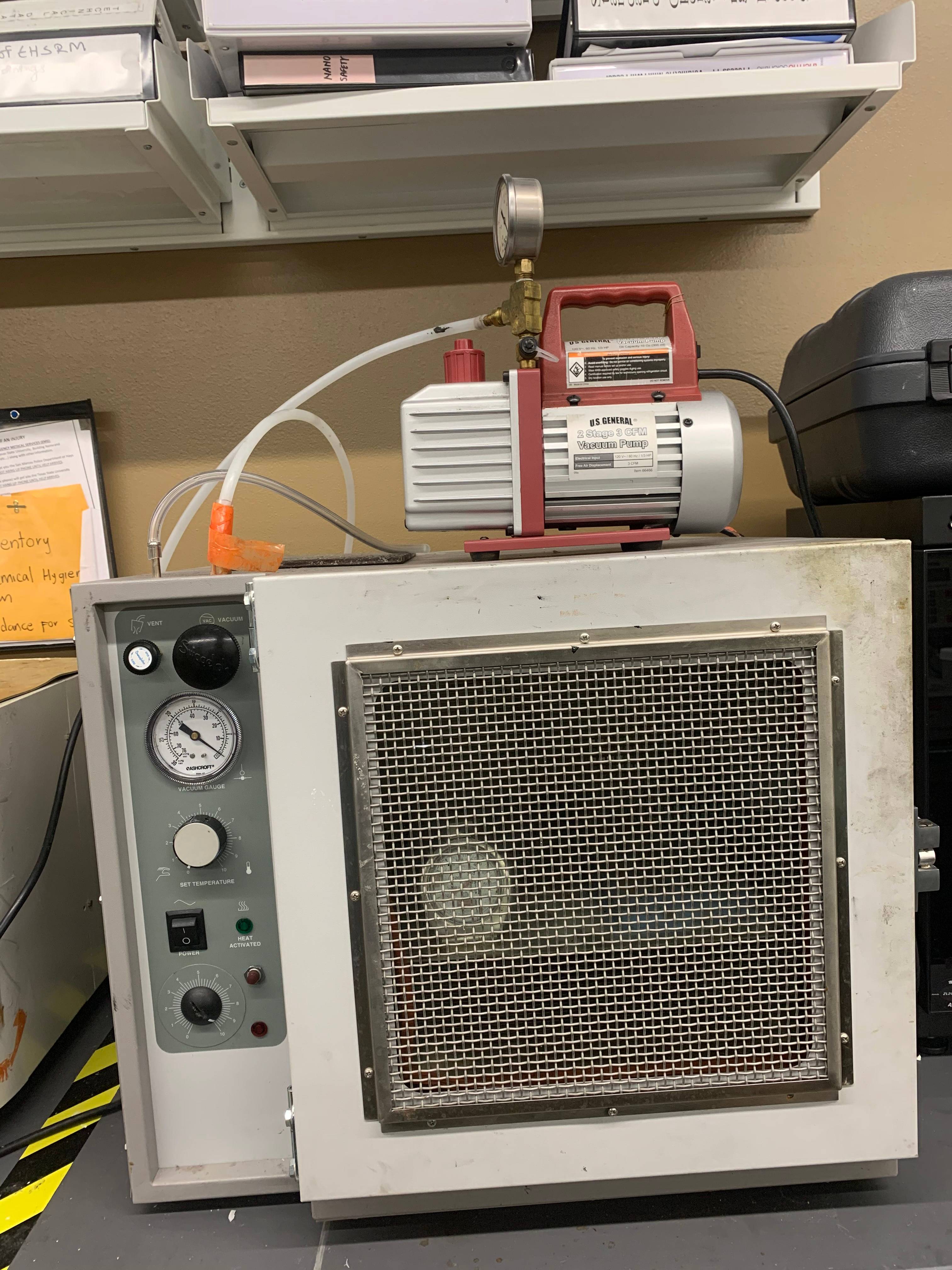
VWR 1430S Vacuum Oven
Specifications:
-
Exterior dimensions: 23.8"x26.3"x20.3"
-
Interior dimension: 12"x20"x12"
-
Capacity: 1.7 cubic feet
-
Maximum temperature: 200⁰ C

Quincy Lab 51-550 Bench Oven
Specifications
-
Interior dimension: 25.5"x20"x25.5"
-
Capacity: 6.6 cubic feet
-
Maximum temperature: 200⁰ C (550⁰ F)
-
Temperature controlled by a hydraulic thermostat

Plastics Manufacturing
Mini-Jector 55-1 Injection Molding Machine
Injection molding is a manufacturing process for producing parts from thermoplastic materials. Material is fed into a heated barrel, mixed, and forced into a mold cavity where it cools and hardens to the configuration of the mold cavity. After a product is designed, molds are made by a mold maker from metal, usually either steel or aluminum, and precision-machined to form the features of the desired part. Injection molding is widely used for manufacturing a variety of parts, from the smallest component to the entire body panels of cars.
The lab is equipped with an injection molder Mini-Jector 55.1 with three heating zones.
Description
- Benchtop, hydraulically-operated injection molding machine
- Manual or semi-automatic vertical clamping and injection
- Uses self-clamping V-mold technology
- Independent short-stroke hydraulic cylinder to generate the clamping force
- Reciprocating screw plasticizing injection unit
- Control unit includes:
- Solid-state timers
- Three temperature controllers for front, rear, and nozzle zones
Specifications:
- Standard Mold Size 7x2x3 in
- Mold Ejection Force 3.313 lbf
- Screw Diameter 0.875 in
- Screw Stroke 3.0 in
- Maximum Screw Displacement 1.80 in3
- Maximum Shot Size 1.0 oz
- Maximum Injection Pressure 16,065 PSI

Haake Polylab Single Screw Extruder & HAAKE Rheomex 19/25 OS
Specifications:
- Screw Diameter: 19.05 mm
- Extruder Length: L/D 20
- Feeding: Hopper
Screw plastification is the most common method of processing plastics, rubber, food packaging, and ceramic materials. Rheomex controls data administration and communication with a master unit. Mobile measuring sensors avoid the necessity of handling heavy and hot parts. Integrated heating and cooling circuits reduce the number of plug connections. Several peripheral units, such as feeding and post-extrusion units, are computer-controllable, allowing better reproducibility and documentation. This simplifies handling in the laboratory and enables secure operation. The extruder tool enables analysis of rheological and processing characteristics of many materials.

Process 11 Twin-Screw Extruder
The co-rotating extruder simplifies the manufacturing of polymer composites and food products with a touch-screen to control eight temperature zones, and screws and feeders RPMs. It counts with a vacuum pump to remove contaminants and reduce voids. Additionally, two feeders can be used, one to feed matrix material into the barrel, where is taken to its melting point. A second feeder is used for filling, coloring purposes among others. The material is cool down in a water bath after it exits the die and spooled with a Filabot spooler that counts with a filament diameter measuring tool.
Specifications:
- 1/8 L/D for better dispersion.
- Screw speed: 10 - 1000 rpm
- Heating capacity: 1750 W
- Temperature range: 350° C
- Minimum required material: 30g
- Motor power: 1.5 kW
Filabot EX2 Extruder
The EX2 features a three-stage extrusion screw made from hardened and polished high-carbon steel. This proprietary, patent-pending screw is designed to pressurize plastics during the extrusion process which assists in diameter control and boosts overall output. The mixing capability of the screw is enhanced by the utilization of a progressive compression section that applies shear force between the polymer and the barrel wall. The EX2 also features extrusion speed control, which is exclusive to this model. The speed control board features an automatic, variable voltage control module that is engineered to regulate the precise RPM of the screw as forces fluctuate in the extrusion process. When used with the Filabot Spooler, tolerances of +/-0.05mm can be achieved at a rate of 2 lbs an hour.
Specifications
- High-Performance Feed Screw: Allows for enhanced mixing, melting, and filament output.
- Custom In-line Nozzle: Custom nozzle tapered to the tip for maximum flow efficiency and filament quality.
- Universal Power Input: available in 110VAC or 220VAC
- Max Temp: 450°C
- Programmable Temperature Controller: room temperature to 450°C
- Extrude Rate: 251 ipm, or 2+lbs of filament per hour (4043D PLA @ 1.75mm)
- Filament Output: 1.75mm and 2.85mm, any other size with custom drilled nozzles
- Extrudable Plastic Types: ABS, PLA, PC, HIPS, PP, PS, and ULTEM
- Material Input Size: Powder to 1/4in pellets
- Feed Screw Speed: 0 to 35RPM, fully adjustable speed control
- Power Draw: ~500Watts
- Enclosure Size: 18in by 7in by 9in
Sample Preparation
WardJet ZX-45 Abrasive Water Jet Cutting
Specifications
- Cutting Envelope: X-Y Travel 50"x60"
- Software: Advanced CAD/CAM Software
- Number of Z-Carriages: 1
- Linear positional accuracy: +/- 0.003"
- Repeatability: +/- 0.001"
- Speed: 0.01 to 500 ipm
Husky 7" with Laser and Stand Wet Saw
Specifications
- Cuts variety of materials, including composites
- Cuts up to 22” and diagonally cuts tiles up to 16″ square
- Laser-beam manual for precision cutting
- 0° and 45° miter cuts and quick, easy plunge cuts